Quick Summary: Machine learning is revolutionizing additive manufacturing by enabling real-time defect detection, process optimization, and quality assurance. According to NIST research and recent studies, recent ML models achieve high accuracy in identifying manufacturing defects, with some approaches reaching 99.1% for surface defects, while improving design-to-product transformation speed and reducing material waste through predictive analytics.
Additive manufacturing has moved far beyond rapid prototyping. It’s now a viable production method for complex parts with intricate geometries and minimal waste.
But here’s the thing—AM processes involve dozens of interdependent parameters that govern final part quality. Temperature fluctuations, laser power variations, material inconsistencies, layer adhesion issues. Any one of these can tank an entire build.
That’s where machine learning comes in.
ML techniques are tackling the inherent complexity of AM by analyzing sensor data in real-time, predicting defects before they occur, and optimizing process parameters on the fly. According to NIST research (Witherell et al., 2022), machine learning applications are enabling rapid design-to-product transformation through advances in material characterization, in-process monitoring, and performance qualification.
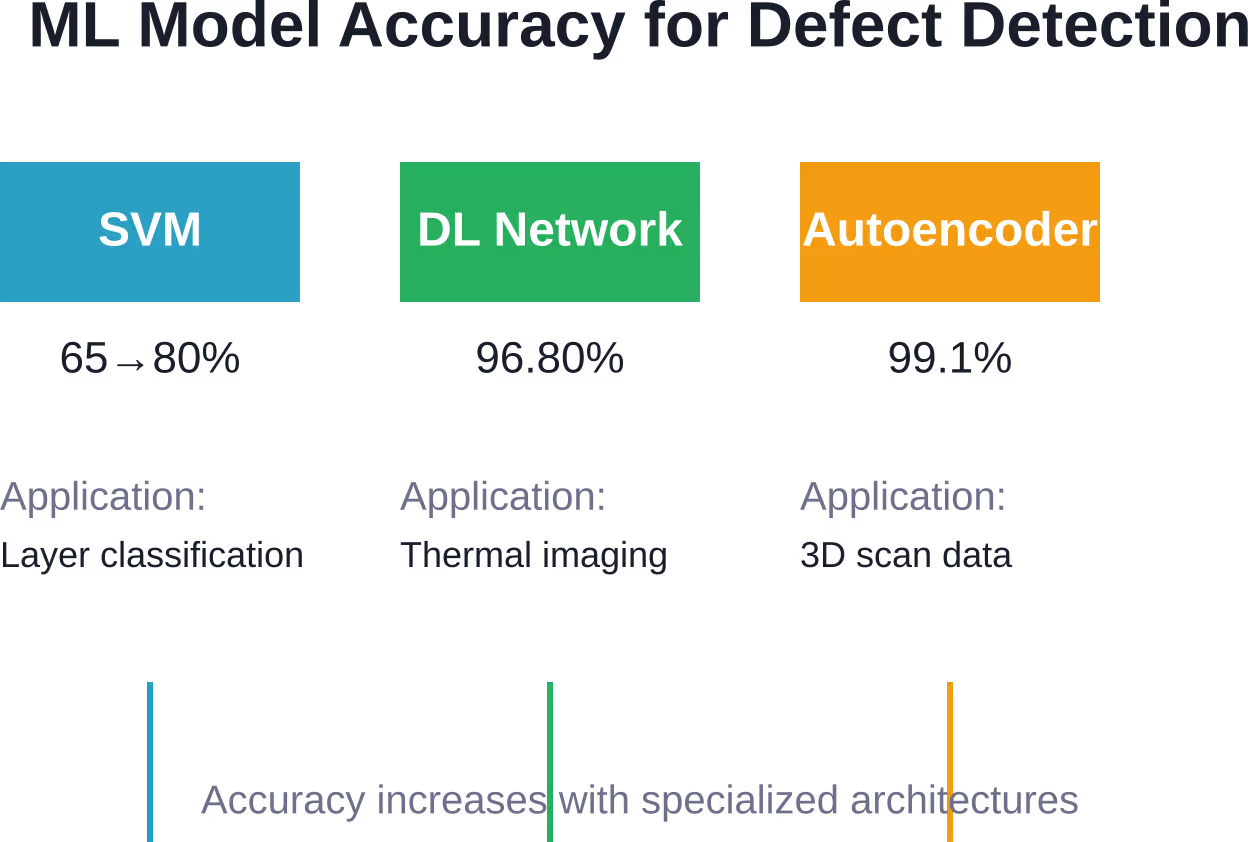
The results? Autoencoder models achieving 99.1% classification accuracy for surface defects. Support vector machines achieved an accuracy of approximately 80% for layer-by-layer image classification, while the initial baseline or different conditions in the study showed a range starting from higher values (e.g., around 74%). Deep learning neural networks achieved 96.80% accuracy detecting splatter and delamination in metal AM using thermographic images.
Real talk: these aren’t incremental improvements. They’re fundamental shifts in how manufacturing quality gets controlled.
Why Machine Learning Matters for Additive Manufacturing
Traditional quality control in AM happens after the build completes. Inspect the part, run tests, discover defects. Scrap it and start over if something went wrong.
This approach wastes time, material, and money.
Machine learning flips this model entirely. Instead of post-build inspection, ML enables in-process monitoring and real-time correction. Sensor data from cameras, thermal imaging, acoustic monitoring—all of it feeds into trained models that spot anomalies as they happen.
The National Institute of Standards and Technology has identified this as critical for achieving first-part-correct goals and reducing lead times. Their Data Driven Decision Support program focuses specifically on deploying metrics, models, and best practices for using advanced analytics in AM design and process planning.
Here’s what makes ML particularly suited to AM challenges:
- Pattern recognition across massive datasets from in-situ sensors
- Prediction of mechanical properties before physical testing
- Optimization of multi-parameter processes with complex interactions
- Detection of subtle defects invisible to human operators
- Adaptation to new materials and process conditions through transfer learning
And the scope keeps expanding. Wire arc additive manufacturing, laser powder bed fusion, fused deposition modeling—every major AM technology now has active ML research addressing its specific quality challenges.
Defect Detection and Quality Assurance
Defect detection represents the most mature application of machine learning in additive manufacturing. Process monitoring combined with trained classifiers can now identify porosity, cracking, delamination, and surface irregularities with remarkable precision.
A recent study on laser powder bed fusion (L-PBF) demonstrated how different ML architectures perform for defect detection. Self-organizing maps achieved 61–94% recall scores when classifying defects ranging from 100–320 micrometers in Hastelloy-X builds. The variation in performance correlated directly with defect size and contrast in the sensor data.
But wait—those numbers jumped significantly with different approaches.
When researchers applied autoencoder models to 3D scattering scan data, classification accuracy hit 99.1% for surface defects. The difference? Autoencoders excel at learning compressed representations of normal manufacturing patterns, making anomalies stand out clearly.
Deep learning neural networks using thermographic images reached 96.80% accuracy detecting splatter and delamination—two of the most problematic defects in metal AM. The thermal signatures of these defects are subtle, but convolutional neural networks trained on thousands of layer images learned to spot the patterns reliably.
The practical impact shows up in wire arc additive manufacturing (WAAM) research too. WAAM processes face unique challenges—arc stability variations, heat accumulation, and directional solidification effects. Machine learning approaches now address these through multi-sensor fusion strategies that combine acoustic emission monitoring, thermal cameras, and high-speed imaging.
Supervised vs. Unsupervised Approaches
Most early ML work in AM relied on supervised learning. Label thousands of images as “defective” or “good,” train a classifier, deploy it.
The limitation? Labeling requires domain expertise and massive time investment. For every new material or process variant, the labeling starts over.
Recent research has shifted toward unsupervised and semi-supervised methods. These approaches learn what “normal” looks like from unlabeled data, then flag anything that deviates. A study published in May 2025 (The International Journal of Advanced Manufacturing Technology, Vol. 138, May 27, 2025) analyzed unsupervised and semi-supervised techniques for L-PBF print defect detection using Ti-6Al-4V alloy parts.
This matters because AM processes generate sensor data at staggering rates. High-speed cameras capture every layer at 50-100 frames per second. Thermal sensors logging temperature distributions across the build plate. All that data contains valuable information—but manually labeling it becomes impossible at scale.
Process Optimization and Parameter Selection
Dozens of parameters influence AM part quality. Laser power, scan speed, hatch spacing, layer thickness, build chamber atmosphere, powder characteristics—the list goes on.
Traditional approaches test parameters systematically. Design of experiments, response surface methodology, trial and error. These work, but they’re slow and expensive.
Machine learning accelerates this dramatically by learning the relationships between parameters and outcomes from existing build data. Neural networks can predict mechanical properties like elasticity and stiffness based on process parameters, enabling virtual testing of parameter sets before committing to physical builds.
The National Science Foundation has invested in advancing these capabilities through programs focused on materials design and AI-driven approaches. While much of this work targets protein design and materials discovery broadly, the methodologies transfer directly to AM process optimization.
Here’s where it gets interesting: physics-informed machine learning combines data-driven models with physical constraints from metallurgy, thermodynamics, and mechanics. Instead of treating the AM process as a black box, these hybrid models incorporate domain knowledge about heat transfer, solidification, and residual stress.
The result? Models that generalize better to new conditions and require less training data.
Research on reducing cracking in difficult-to-print alloys demonstrates this. By incorporating thermal gradient calculations into the ML model, researchers achieved significant reductions in hot cracking through optimized scan patterns and power modulation—outcomes that pure data-driven approaches missed.
Multi-Objective Optimization
AM optimization rarely targets a single objective. Maximize build rate while minimizing porosity. Optimize strength while controlling surface roughness. Reduce energy consumption without compromising part density.
Machine learning handles multi-objective optimization through approaches like genetic algorithms combined with neural network surrogate models. The neural network learns to predict multiple quality metrics simultaneously. The genetic algorithm searches the parameter space for Pareto-optimal solutions—parameter sets where improving one objective requires sacrificing another.
This capability has proven particularly valuable for functionally graded materials (FGMs), where composition and properties vary intentionally within a single part. Research on functionally graded materials fabricated parts ranging from pure Titanium to pure Niobium with intermediate mixtures (100%Ti, 58%Ti-42%Nb, 37%Ti-63%Nb, and 100%Nb), with ML approaches optimizing material composition.
| Optimization Goal | ML Approach | Key Parameters | Outcome Metrics |
|---|---|---|---|
| Minimize porosity | Neural networks | Laser power, scan speed, hatch spacing | Density, void fraction |
| Maximize build rate | Reinforcement learning | Layer thickness, scan strategy | Time per part, quality score |
| Control microstructure | Physics-informed ML | Thermal gradients, cooling rates | Grain size, phase composition |
| Reduce residual stress | Hybrid models | Scan pattern, preheating | Stress distribution, distortion |
Material Characterization and Property Prediction
Mechanical testing takes time and destroys samples. Tensile tests, fatigue testing, hardness measurements—all necessary for qualification, all resource-intensive.
Machine learning offers a complementary approach: predict properties from process data and non-destructive measurements.
Models trained on previous builds learn the correlations between thermal history, microstructure, and mechanical performance. Once trained, these models can estimate yield strength, ultimate tensile strength, elongation, and other properties without physical testing.
The accuracy depends heavily on the feature engineering. Raw sensor data—thousands of temperature readings per layer—needs transformation into meaningful features. Maximum thermal gradient. Cooling rate. Time above liquidus temperature. Reheating cycles from subsequent layers.
Domain expertise matters here. The best-performing models combine data-driven feature learning (like convolutional neural networks extracting patterns from thermal images) with engineered features based on materials science principles.
For functionally graded materials, this becomes even more critical. Properties vary spatially within the part, so predictions must account for local composition and processing conditions. Research in this area has demonstrated that artificial neural networks can successfully predict elasticity and stiffness variations across FGM builds when trained on composition profiles and thermal data.
Transfer Learning for New Materials
Training ML models from scratch for every new alloy or polymer would defeat the purpose. Transfer learning addresses this by leveraging knowledge from existing models.
A model trained on Ti-6Al-4V builds contains learned representations of thermal patterns, solidification behavior, and defect signatures. When adapting to a new titanium alloy, much of that knowledge transfers. Only the final layers of the neural network need retraining on the new material.
Transfer learning research on fractographic detection has demonstrated potential for adapting models across related alloys with reduced retraining requirements.
The technique becomes especially powerful when combined with physics-informed models. Physical principles—heat conduction equations, solidification kinetics, stress-strain relationships—remain constant across materials. Only the material-specific constants change.
Real-Time Process Control and Closed-Loop Systems
Detecting defects matters less if there’s no way to respond. The frontier of ML in AM is closed-loop control—systems that adjust process parameters in real-time based on sensor feedback and model predictions.
One implementation monitors melt pool geometry during laser powder bed fusion. Cameras capture the molten metal pool behind the laser. A convolutional neural network analyzes the size and shape. If the pool grows too large or too small, the system adjusts laser power or scan speed mid-layer.
The control loop operates at millisecond timescales. Traditional feedback control can’t react this fast to the nonlinear, rapidly-changing thermal conditions in AM. But neural networks, once trained, execute predictions in microseconds.
Reinforcement learning offers another path to closed-loop control. Instead of supervised learning (label good/bad outcomes), reinforcement learning optimizes a reward function. The reward might combine build rate, energy consumption, and quality metrics. The RL agent learns a control policy that maximizes long-term reward by experimenting with different parameter adjustments.
This approach has shown promise for scan path optimization. Standard raster patterns are simple but suboptimal. RL agents have discovered scan strategies that reduce thermal gradients and residual stress—patterns human engineers wouldn’t intuitively design.
The challenge? Reinforcement learning typically requires thousands of training episodes. Running thousands of real AM builds would be prohibitively expensive. Researchers address this through simulation—train in a physics-based virtual environment, then transfer to real hardware. The sim-to-real gap remains an active research area.

Apply ML to Additive Manufacturing With AI Superior
Additive manufacturing environments produce a constant flow of machine, sensor, and production data that can be difficult to evaluate manually. AI Superior works with companies and research teams that want to use machine learning for process analysis, quality monitoring, or production optimization in 3D printing workflows. Their expertise includes AI consulting, data science, machine learning development, proof of concept creation, and AI software engineering.
AI Superior can support additive manufacturing initiatives through:
- Analysis of production and equipment datasets
- Development of ML prototypes for process evaluation
- Detection of production irregularities and print defects
- Predictive modeling for equipment behavior and output quality
- Integration planning for manufacturing software environments
- Validation and testing of ML models before deployment
For additive manufacturing, this may be relevant for print monitoring, parameter optimization, predictive maintenance, and automated quality analysis.
👉Talk with AI Superior about the production environment and project goals.
Challenges and Limitations
Machine learning in AM isn’t a solved problem. Several fundamental challenges remain:
- Data scarcity and quality: Despite AM generating massive sensor data, labeled datasets for training remain limited. Each new machine configuration, material, and part geometry represents a different domain. Public datasets exist but often lack the detail or diversity needed for robust model development.
- Interpretability and trust: Neural networks are black boxes. When a model predicts a defect, understanding why matters for both troubleshooting and regulatory acceptance. Techniques like attention mechanisms and saliency maps help, but AM qualification for critical applications (aerospace, medical implants) demands explainable decision-making.
NIST’s Measurement Science for Additive Manufacturing Program addresses challenges including process variability, part accuracy, and material consistency, with related initiatives like the Data Driven Decision Support for Additive Manufacturing project focused on metrics and best practices for informed decision-making.
- Generalization across machines: An ML model trained on one AM machine often performs poorly on another, even for the same material and process parameters. Machine-to-machine variations in optics, powder delivery, and thermal characteristics introduce domain shift. Transfer learning helps, but achieving truly machine-agnostic models requires standardized data collection and calibration protocols.
- Computational requirements: Real-time ML inference must run on embedded hardware in the AM control system. Large deep learning models may achieve the best offline accuracy but exceed computational budgets for online deployment. Model compression, quantization, and edge-optimized architectures address this, but performance tradeoffs exist.
- Integration with existing workflows: Most AM facilities operate established CAD-to-build pipelines. Retrofitting ML-based monitoring and control into these workflows—especially for legacy equipment—presents both technical and organizational challenges. Standard interfaces and modular software architectures can ease integration.
Future Directions and Emerging Research
Several promising research directions are expanding ML capabilities in additive manufacturing:
- Physics-informed neural networks (PINNs) represent a major trend. These architectures embed partial differential equations governing heat transfer, fluid flow, and solid mechanics directly into the network structure. The model must satisfy both the training data and the physical laws. Early results show improved generalization and reduced data requirements compared to pure black-box approaches.
- Generative design combined with ML optimization is opening new possibilities for AM part design. Generative adversarial networks (GANs) and variational autoencoders can explore vast design spaces, proposing geometries optimized for AM constraints—overhang angles, support structure requirements, thermal distortion risks—that traditional CAD approaches wouldn’t consider.
- Multi-fidelity modeling combines fast low-fidelity simulations with expensive high-fidelity physics models and experimental data. ML acts as the fusion layer, learning when each information source is reliable and how to optimally combine them. This accelerates the feedback loop between simulation, ML prediction, and experimental validation.
- In-situ alloying and functionally graded materials push AM capabilities further. ML enables real-time composition control by predicting the mixing behavior of multiple powder feedstocks. NSF’s investments in materials design through programs like the Designing Materials to Revolutionize and Engineer our Future (DMREF) have contributed methodologies applicable to AM, including efforts combining machine learning with additive manufacturing.
- Standardization and data sharing are gaining momentum. Standards organizations and NIST are working to develop measurement science and data frameworks for AM. NIST maintains publications and research on measurement science for additive manufacturing.
Implementation Considerations for AM Facilities
Organizations looking to implement ML in their AM operations face practical decisions about where to start and how to scale:
- Start with high-value, low-risk applications: Post-build quality prediction based on process logs offers value without requiring real-time system integration. Analyzing completed builds to predict mechanical properties or likelihood of hidden defects can inform inspection strategies and reduce testing costs.
- Invest in data infrastructure first: ML requires consistent, well-organized data. Sensor calibration, synchronized timestamps, metadata about materials and parameters—getting these foundations right enables future applications. Many facilities collect data but can’t easily retrieve or analyze it months later.
- Build internal expertise gradually: Effective ML in AM requires both data science skills and deep domain knowledge of the specific AM process. Community discussions suggest starting with partnerships—university research groups, equipment vendors with ML programs, or consultants—while building internal capabilities through training and hiring.
- Validate thoroughly before deploying: ML models trained and tested on the same machine or material can show impressive metrics that don’t hold up in production. Reserve holdout data from different time periods, different operators, or different powder lots. Test on edge cases and intentional defects.
- Plan for model maintenance: AM processes drift over time. Laser optics degrade, powder characteristics change between batches, equipment wear affects thermal profiles. Models trained on initial data will degrade unless periodically retrained or updated. Establish processes for monitoring model performance and triggering retraining.
Industry Adoption and Case Studies
While specific vendor implementations often remain proprietary, patterns of ML adoption in AM are emerging across industries.
Aerospace manufacturers have led adoption, driven by stringent quality requirements and high part values. Process monitoring combined with ML defect detection reduces the risk of scrapping expensive builds late in the process. Some facilities report that automated anomaly detection flags issues operators miss visually, particularly in multi-day builds where attention fatigue becomes a factor.
Medical device manufacturers are exploring ML for property prediction to reduce mechanical testing requirements during design iterations. The ability to virtually test dozens of design variants and process parameter combinations accelerates development while managing costs.
Automotive applications focus on process optimization for high-volume production. Even small improvements in build rate or material utilization scale significantly when producing thousands of parts. ML-optimized scan strategies and adaptive parameter control contribute to these gains.
The common thread? Success correlates with clear value propositions and integration into existing quality management systems. ML augments rather than replaces human expertise and established procedures.
Frequently Asked Questions
What types of machine learning are most commonly used in additive manufacturing?
Supervised learning methods like support vector machines, random forests, and deep neural networks dominate defect detection applications. Convolutional neural networks excel at analyzing image and thermal data from process monitoring. Unsupervised methods including autoencoders and clustering algorithms are gaining traction for anomaly detection with limited labeled data. Reinforcement learning shows promise for process control but remains largely in research phases.
How accurate are ML models at detecting defects in AM parts?
Accuracy varies significantly by defect type, sensing modality, and model architecture. Recent research demonstrates autoencoder models achieving 99.1% classification accuracy for surface defects using 3D scan data. Deep learning networks reach 96.80% accuracy detecting splatter and delamination from thermographic images. Support vector machines achieved an accuracy of approximately 80% for layer-by-layer image classification, while the initial baseline or different conditions in the study showed a range starting from higher values (e.g., around 74%). Performance depends heavily on data quality and the specific defect being targeted.
Can machine learning models trained on one AM machine work on different machines?
Direct transfer typically performs poorly due to machine-to-machine variations in optics, thermal characteristics, and sensor configurations. Transfer learning techniques address this by adapting models to new machines with limited retraining data. Physics-informed models that incorporate fundamental process physics generalize better than pure black-box approaches. Achieving machine-agnostic models requires standardized data collection protocols and calibration procedures currently under development by standards organizations.
What are the main challenges limiting ML adoption in additive manufacturing?
Data scarcity remains a primary barrier—despite high data volumes, labeled datasets for training are limited and domain-specific. Model interpretability concerns affect regulatory acceptance in critical applications. Computational requirements for real-time inference challenge embedded deployment. Integration with existing CAD-to-build workflows presents both technical and organizational hurdles. Machine-to-machine generalization difficulties mean models often require site-specific training. Cost-benefit analysis also factors in, particularly for smaller operations.
How does physics-informed machine learning differ from traditional ML in AM?
Physics-informed ML embeds domain knowledge—heat transfer equations, solidification kinetics, mechanics principles—directly into model architectures or training objectives. Traditional ML treats the process as a black box, learning purely from input-output data. Physics-informed approaches require less training data, generalize better to untested conditions, and provide more interpretable predictions. The tradeoff involves increased model complexity and the need for accurate physics models. Hybrid approaches combining both strategies often deliver the best results.
What data infrastructure is needed to implement ML for additive manufacturing?
Effective implementation requires synchronized multi-sensor data collection (thermal cameras, high-speed imaging, acoustic monitoring), consistent metadata logging (materials, parameters, machine state), calibrated and timestamped measurements, and storage systems that maintain data organization and accessibility. Data should link process logs to post-build characterization results. Standardized formats facilitate model development and sharing. Cloud or high-performance computing resources support training for complex models. Version control for both data and trained models enables reproducibility.
Can ML predict mechanical properties without destructive testing?
Yes, with appropriate training data and feature engineering. Models learn correlations between thermal history, microstructure indicators, and mechanical performance from builds where both sensor data and test results exist. Once trained, they estimate properties like yield strength, ultimate tensile strength, and elongation from process data alone. Accuracy depends on the property being predicted and the richness of input features. Current models complement rather than eliminate physical testing, particularly for certification and validation purposes.
Conclusion
Machine learning is fundamentally reshaping how additive manufacturing achieves quality, efficiency, and capability.
The numbers tell part of the story—99% defect detection accuracy, 80% improvements in classification performance, real-time control at millisecond timescales. But the deeper impact lies in the shift from reactive to predictive manufacturing.
Instead of discovering defects after builds complete, ML enables in-process detection and correction. Instead of extensive trial-and-error parameter development, models predict optimal settings from existing knowledge. Instead of destructive testing every part, property prediction from process data streamlines qualification.
Challenges remain. Data scarcity, interpretability concerns, and generalization difficulties require ongoing research and development. The integration of ML into established AM workflows demands both technical solutions and organizational change.
But the trajectory is clear. Physics-informed models that combine data-driven learning with domain knowledge are improving generalization and reducing training requirements. Transfer learning techniques are accelerating deployment across new materials and machines. Standardization efforts from NIST, IEEE, and international bodies are establishing the measurement science and data frameworks necessary for widespread adoption.
For AM facilities and researchers, the question isn’t whether to explore machine learning—it’s how to do so strategically. Start with high-value applications where data infrastructure already exists or can be developed incrementally. Build expertise through partnerships while developing internal capabilities. Validate rigorously and plan for ongoing model maintenance as processes evolve.
The convergence of additive manufacturing and machine learning represents more than incremental improvement. It’s enabling entirely new capabilities—complex functionally graded materials, adaptive real-time process control, predictive qualification approaches—that weren’t feasible with traditional methods.
Ready to implement ML in your AM operation? Begin by assessing your current data collection capabilities and identifying one high-impact application where process monitoring and prediction could reduce costs or improve quality. The foundation built their scales to broader deployment as expertise and infrastructure mature.