Quick Summary: AI optimization of sulfuric acid production uses machine learning, predictive analytics, and process-mining tools to fine-tune the contact process, cutting energy use and catalyst waste while lifting yield. Plants apply AI to catalyst management, heat recovery, absorption control, and predictive maintenance, often combining it with genetic algorithms and exergy analysis for deeper efficiency gains. The result is safer, leaner operations without touching core chemistry.
Sulfuric acid is often called the world’s most-produced industrial chemical, and for good reason. It shows up in fertilizer manufacturing, metal processing, battery production, and dozens of other industrial chains. Yet the plants that make it still run on chemistry that’s over a century old — the contact process. What’s changing isn’t the reaction itself. It’s how plants run it.
AI optimization of sulfuric acid production doesn’t rewrite the reaction pathway. Instead, it squeezes more consistency, energy efficiency, and uptime out of equipment that’s already there. That distinction matters, because it means the payoff comes from data and control logic, not from expensive process redesigns.
Why Sulfuric Acid Plants Are Ripe for AI Optimization
Contact-process plants run on tight, interlocking parameters: SO2 concentration, catalyst bed temperature, gas flow rate, and absorption tower conditions all interact. A small drift in one variable can ripple through the whole system, dragging down conversion efficiency or straining equipment.
That interdependency is exactly the kind of problem machine learning handles well. Sensors already generate a steady stream of temperature, pressure, and flow data across converters and absorption towers. AI models can process that data continuously, spot patterns operators would miss, and recommend adjustments in near real time — something a fixed setpoint or manual control loop simply can’t do at the same speed.
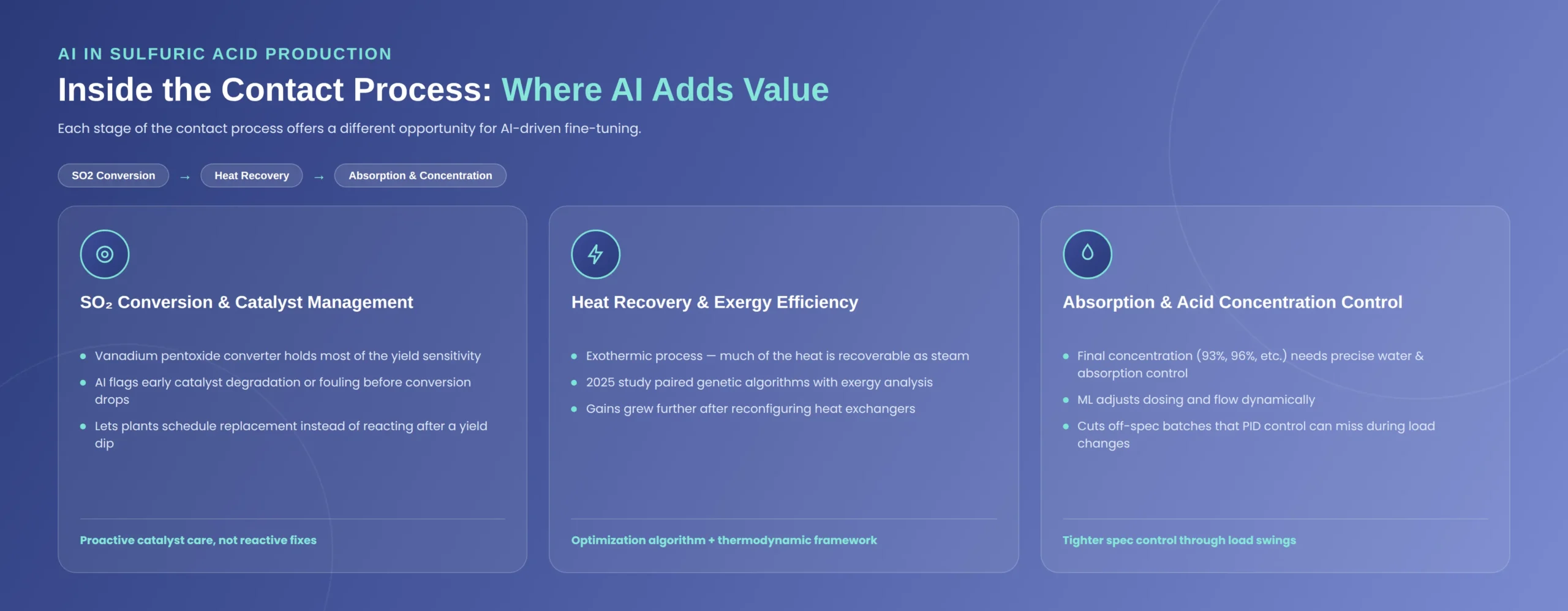
Inside the Contact Process: Where AI Adds Value
The contact process moves through a few distinct stages, and each one offers a different opportunity for AI-driven fine-tuning.
SO2 Conversion and Catalyst Management
The catalytic converter, typically loaded with vanadium pentoxide catalyst, is where most of the process’s energy and yield sensitivity lives. AI models trained on historical operating data can flag early signs of catalyst degradation or fouling before conversion rates visibly drop, letting plants schedule replacement or regeneration on their own terms rather than reacting to a yield dip after the fact.
Heat Recovery and Exergy Efficiency
Sulfuric acid production is exothermic, and a lot of that heat is recoverable as steam or process energy. A 2025 study cited in industry literature applied genetic algorithms alongside exergy analysis to a sulfuric acid plant, finding modest efficiency gains that grew further once heat exchanger configurations were reconfigured based on the model’s output. That combination — an optimization algorithm paired with a thermodynamic efficiency framework — is becoming a common template for plant-level AI projects.
Absorption and Acid Concentration Control
Getting the final acid concentration right — whether that’s 93%, 96%, or another target — depends on precise control of water addition and absorption tower conditions. Machine learning models can adjust dosing and flow parameters dynamically, reducing the off-spec batches that traditional PID control sometimes lets slip through during load changes.
Apply AI to Sulfuric Acid Production With AI Superior
AI Superior works on custom AI systems for industrial data analysis, predictive analytics, and process monitoring. For sulfuric acid plants, this may include identifying changes in equipment performance, reviewing sensor data, and supporting production and maintenance decisions.
Looking to Optimize Sulfuric Acid Production With AI?
AI Superior can help with:
- identifying practical AI use cases within plant operations
- developing models for process and equipment monitoring
- analyzing sensor, production, and maintenance records
- connecting AI components with current plant systems
👉 Contact AI Superior to discuss your operational goals, available data, and implementation approach.
AI Techniques Used in Sulfuric Acid Plants
| Technique | Where It’s Applied | Primary Benefit
|
|---|---|---|
| Predictive maintenance models | Compressors, converters, pumps | Fewer unplanned shutdowns |
| Genetic algorithms | Heat exchanger and converter configuration | Improved exergy efficiency |
| Process mining / anomaly detection | SCADA and DCS historical data | Faster root-cause analysis |
| Computer vision inspection | Equipment corrosion, tank linings | Early detection of physical wear |
| NLP-based knowledge assistants | Maintenance logs, SOPs, troubleshooting | Faster operator decision-making |
| Real-time process monitoring | Converter beds, absorption towers | Tighter conversion and concentration control |
AI-powered platforms built specifically for chemical operations — tools like ChemCopilot are one example referenced in industry discussions — aim to pull these techniques together into a single interface, so engineers aren’t jumping between five different dashboards to catch an emerging problem.
Predictive Maintenance and Real-Time Monitoring
Unplanned downtime in a sulfuric acid plant is expensive, and it’s often the compressors, blowers, or acid pumps that fail first. Predictive maintenance models trained on vibration, temperature, and current-draw data can flag developing faults weeks before a conventional threshold alarm would trigger.
This kind of closed loop matters because acid plants run continuously for months at a time. Every hour of unplanned downtime doesn’t just cost repair time — it also disrupts downstream customers who depend on steady acid supply for fertilizer or metals processing.
AI-Driven vs. Traditional Optimization Approaches
| Aspect | Traditional Approach | AI-Driven Approach
|
|---|---|---|
| Control response | Fixed setpoints, manual adjustment | Continuous, data-driven adjustment |
| Maintenance scheduling | Time-based or reactive | Condition-based, predictive |
| Catalyst management | Scheduled replacement intervals | Degradation modeling from real data |
| Root-cause analysis | Manual log review | Automated pattern detection |
| Implementation effort | Lower upfront cost | Higher upfront cost, compounding returns |
Neither approach replaces the other overnight. Most plants layer AI on top of existing distributed control systems rather than ripping anything out — it’s an augmentation strategy, not a wholesale replacement.
Challenges in Deploying AI for Acid Plants
None of this is plug-and-play. A few recurring obstacles show up across the industry:
- Historical data quality varies wildly between plants, and models trained on noisy or incomplete sensor logs underperform.
- Safety-critical processes require conservative validation before any AI recommendation gets acted on automatically.
- Integration with legacy DCS and SCADA systems can take longer than the modeling work itself.
- Operator trust has to be earned — a model that’s wrong once tends to get ignored afterward, even if it’s right the other ninety-nine times.
These aren’t reasons to skip AI adoption. They’re reasons to plan the rollout carefully, starting with a narrow, well-defined use case rather than an all-at-once overhaul. That’s often where structured AI use case identification pays off — pinpointing the highest-value, lowest-risk starting point before committing to a broader deployment.
Building an AI Optimization Roadmap
A practical rollout tends to follow a similar sequence regardless of plant size or catalyst configuration.
The first step almost always comes down to data readiness. Plants with clean, well-labeled historical records move through pilots faster than those still consolidating logs from multiple legacy systems. A solid data strategy at this stage saves months of rework later.
From there, most teams start with a single process unit — often the converter or a specific maintenance area — before scaling out. Partnering with a firm experienced in industrial AI consulting can shorten this phase considerably, since much of the risk lies in choosing the wrong starting point rather than in the modeling itself.
Computer vision also has a growing role here, particularly for spotting corrosion, lining wear, or gasket degradation in tanks and piping that are otherwise hard to inspect continuously. Computer vision and image analysis tools can flag visual defects between scheduled inspections, catching issues before they become safety incidents.
On the operations side, natural language tools built on natural language processing are starting to turn years of maintenance logs and SOPs into searchable knowledge — useful when a new operator needs to troubleshoot a converter alarm at 2 a.m. without waiting for a senior engineer. Broader efforts to streamline plant operations, from scheduling to reporting, often fall under AI-based business process optimization, which extends beyond the chemistry into the surrounding operational workflow.
FAQ
What does AI actually optimize in sulfuric acid production?
AI primarily optimizes operating parameters such as catalyst bed temperature, gas flow rates, absorption conditions, maintenance scheduling, and energy recovery. It does not alter the underlying contact process chemistry but improves process control to increase efficiency, reliability, and product consistency.
Can AI replace the catalytic converter or absorption tower design?
No. AI works alongside existing equipment by optimizing operating conditions and identifying maintenance opportunities. While AI-powered simulations can help evaluate potential equipment upgrades, decisions to redesign catalytic converters or absorption towers remain engineering and capital investment choices.
Is AI optimization only for large sulfuric acid plants?
Large sulfuric acid plants are often the first to adopt AI because they generate larger datasets and can justify higher implementation costs. However, smaller facilities can also benefit by introducing focused applications such as predictive maintenance, anomaly detection, or process monitoring without deploying a full plant-wide AI system.
How does exergy analysis relate to AI optimization?
Exergy analysis identifies where useful energy is lost throughout the production process rather than simply measuring total energy consumption. When combined with AI and optimization algorithms such as genetic algorithms, it helps determine which process modifications, including heat exchanger configurations, can deliver the greatest efficiency improvements with minimal operational disruption.
What data do plants need before starting an AI project?
Successful AI projects require clean, time-stamped historical process data, including temperature, pressure, flow rates, and catalyst performance measurements. Maintenance records, equipment inspections, and historical shutdown events also improve predictive maintenance models by providing examples of real equipment failures.
Does AI optimization affect sulfuric acid concentration accuracy?
Yes. AI-based control systems can optimize dilution and absorption processes to maintain more consistent sulfuric acid concentrations. This improves product quality for applications that require precise industrial grades, such as 93%, 96%, or other specified concentrations.
What’s a realistic first step for a plant new to AI?
A practical starting point is a focused pilot project, such as predictive maintenance for a critical asset like a main air blower or acid pump. Beginning with a single high-value application allows operators to validate AI performance before expanding to broader plant-wide optimization.
Where This Is Heading
AI optimization of sulfuric acid production isn’t a single tool or a one-time project. It’s a layered set of models — catalyst monitoring, predictive maintenance, exergy-informed process tuning — that compound over time as more operating data feeds back into them. Plants that start with a focused pilot and clean data tend to scale faster than those chasing an all-in-one platform from the outset.
For engineering and operations teams evaluating where to begin, working through an AI consulting engagement or a targeted use-case audit is usually more productive than buying a generic analytics platform and hoping it fits. The plants seeing real gains right now are the ones treating AI as an extension of process engineering, not a replacement for it.