Kurzzusammenfassung: Maschinelles Lernen revolutioniert die additive Fertigung durch Echtzeit-Fehlererkennung, Prozessoptimierung und Qualitätssicherung. Laut NIST-Forschung und aktuellen Studien erreichen moderne ML-Modelle eine hohe Genauigkeit bei der Identifizierung von Fertigungsfehlern. Einige Ansätze erzielen sogar eine Genauigkeit von 99,11 % für Oberflächenfehler. Gleichzeitig beschleunigen sie die Umsetzung vom Design zum Produkt und reduzieren Materialverschwendung durch prädiktive Analysen.
Die additive Fertigung hat sich weit über das Rapid Prototyping hinaus entwickelt. Sie ist heute eine praktikable Produktionsmethode für komplexe Bauteile mit komplizierten Geometrien und minimalem Abfall.
Aber das Problem ist: AM-Prozesse beinhalten Dutzende voneinander abhängiger Parameter, die die Qualität des Endprodukts bestimmen. Temperaturschwankungen, Variationen der Laserleistung, Materialinhomogenitäten, Probleme mit der Schichthaftung. Jeder dieser Faktoren kann den gesamten Bauprozess ruinieren.
Hier kommt maschinelles Lernen ins Spiel.
ML-Techniken bewältigen die inhärente Komplexität der additiven Fertigung, indem sie Sensordaten in Echtzeit analysieren, Defekte vorhersagen, bevor sie auftreten, und Prozessparameter dynamisch optimieren. Laut einer Studie des NIST (Witherell et al., 2022) ermöglichen Anwendungen des maschinellen Lernens eine schnelle Umsetzung vom Design zum fertigen Produkt durch Fortschritte in der Materialcharakterisierung, der Prozessüberwachung und der Leistungsqualifizierung.
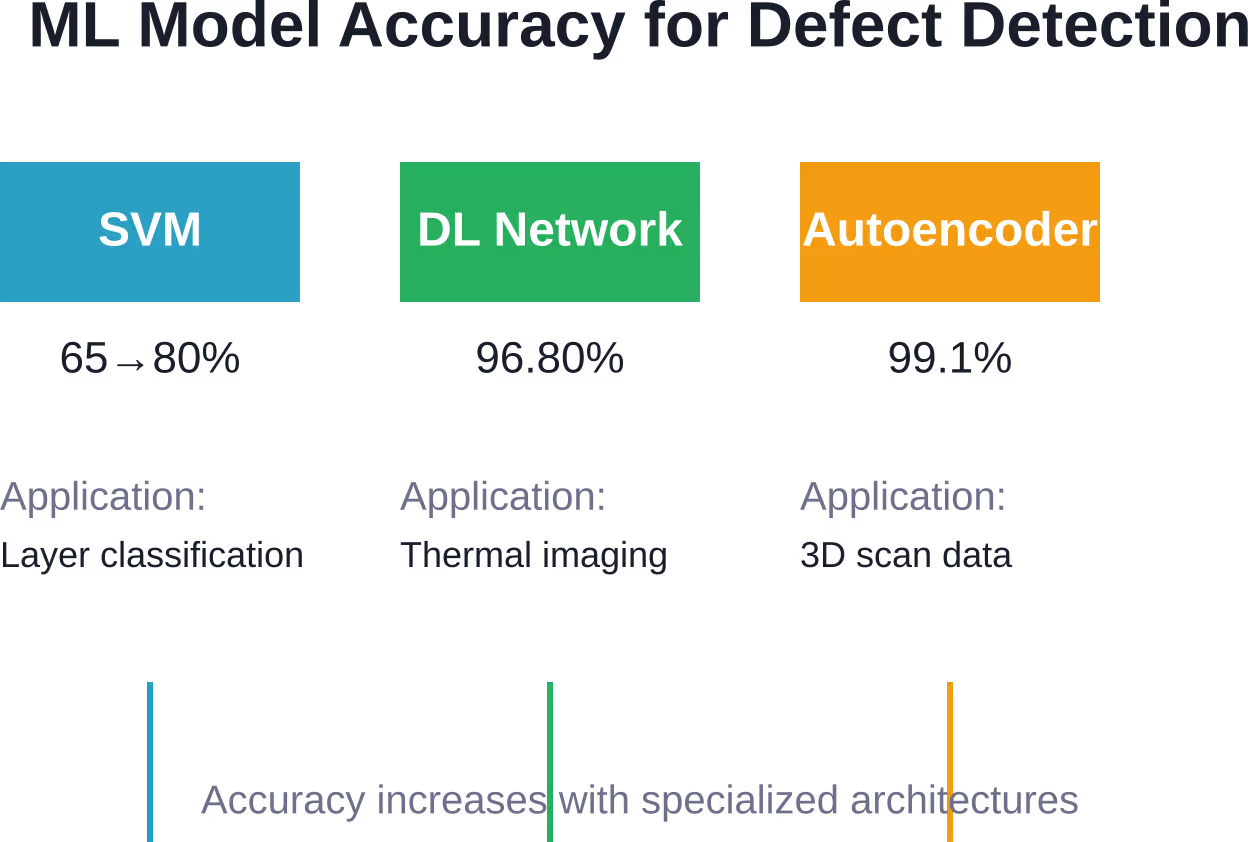
Die Ergebnisse? Autoencoder-Modelle erreichten eine Klassifizierungsgenauigkeit von 99,11 TP3T für Oberflächenfehler. Support-Vektor-Maschinen erzielten eine Genauigkeit von ca. 801 TP3T für die schichtweise Bildklassifizierung, während die Ausgangswerte bzw. die Werte unter verschiedenen Studienbedingungen deutlich höher lagen (z. B. um 741 TP3T). Deep-Learning-Neuronale Netze erreichten eine Genauigkeit von 96,801 TP3T bei der Erkennung von Spritzern und Delaminationen in der additiven Fertigung von Metallen mithilfe von Thermografiebildern.
Mal ehrlich: Das sind keine schrittweisen Verbesserungen. Es handelt sich um grundlegende Veränderungen in der Art und Weise, wie die Fertigungsqualität kontrolliert wird.
Warum maschinelles Lernen für die additive Fertigung wichtig ist
Die traditionelle Qualitätskontrolle in der additiven Fertigung erfolgt nach Abschluss des Prozesses. Das Bauteil wird geprüft, Tests werden durchgeführt und Fehler werden entdeckt. Bei Problemen wird es verworfen und der Prozess von vorne begonnen.
Diese Vorgehensweise ist Zeit-, Material- und Geldverschwendung.
Maschinelles Lernen revolutioniert dieses Modell. Statt einer Inspektion nach der Fertigung ermöglicht ML die Überwachung während des Produktionsprozesses und Korrekturen in Echtzeit. Sensordaten von Kameras, Wärmebildkameras und akustischen Überwachungssystemen fließen in trainierte Modelle ein, die Anomalien sofort erkennen.
Das Nationale Institut für Standards und Technologie (NIST) hat dies als entscheidend für die Erreichung der Ziele hinsichtlich korrekter Erstfertigung und die Reduzierung von Durchlaufzeiten identifiziert. Dessen Programm zur datengestützten Entscheidungsunterstützung konzentriert sich speziell auf die Implementierung von Kennzahlen, Modellen und Best Practices für den Einsatz fortgeschrittener Analysen in der additiven Fertigung und Prozessplanung.
Folgendes macht ML besonders geeignet für Herausforderungen im Bereich der additiven Fertigung:
- Mustererkennung in massiven Datensätzen von In-situ-Sensoren
- Vorhersage der mechanischen Eigenschaften vor physikalischen Tests
- Optimierung von Mehrparameterprozessen mit komplexen Wechselwirkungen
- Erkennung subtiler, für menschliche Bediener unsichtbarer Defekte
- Anpassung an neue Materialien und Prozessbedingungen durch Transferlernen
Und der Anwendungsbereich erweitert sich ständig. Drahtlichtbogen-Auftragschweißen, Laser-Pulverbettfusion, Schmelzschichtung – für jede wichtige additive Fertigungstechnologie gibt es mittlerweile aktive Forschung im Bereich des maschinellen Lernens, die sich mit ihren spezifischen Qualitätsherausforderungen befasst.
Fehlererkennung und Qualitätssicherung
Die Fehlererkennung stellt die ausgereifteste Anwendung von maschinellem Lernen in der additiven Fertigung dar. Prozessüberwachung in Kombination mit trainierten Klassifikatoren ermöglicht es heute, Porosität, Risse, Delaminationen und Oberflächenunregelmäßigkeiten mit bemerkenswerter Präzision zu erkennen.
Eine aktuelle Studie zum Laser-Pulverbett-Schmelzen (L-PBF) demonstrierte die Leistungsfähigkeit verschiedener Architekturen maschinellen Lernens (ML) bei der Fehlererkennung. Selbstorganisierende Karten (SOM) erzielten Recall-Werte zwischen 61 und 941 TP3T bei der Klassifizierung von Fehlern mit einer Größe von 100 bis 320 Mikrometern in Hastelloy-X-Bauteilen. Die Leistungsunterschiede korrelierten direkt mit der Fehlergröße und dem Kontrast in den Sensordaten.
Aber Moment mal – diese Zahlen sind bei anderen Ansätzen deutlich gestiegen.
Als Forscher Autoencoder-Modelle auf 3D-Streuscandaten anwandten, erreichten sie eine Klassifizierungsgenauigkeit von 99,11 TP3T für Oberflächenfehler. Der Unterschied? Autoencoder zeichnen sich durch ihre Fähigkeit aus, komprimierte Darstellungen normaler Fertigungsmuster zu lernen, wodurch Anomalien deutlich sichtbar werden.
Neuronale Netze mit Deep Learning, die auf thermografischen Bildern basieren, erreichten eine Genauigkeit von 96,80% bei der Erkennung von Spritzern und Delaminationen – zwei der problematischsten Defekte in der additiven Fertigung von Metallen. Die thermischen Signaturen dieser Defekte sind subtil, doch Convolutional Neural Networks, die mit Tausenden von Schichtbildern trainiert wurden, lernten, die Muster zuverlässig zu erkennen.
Die praktischen Auswirkungen zeigen sich auch in der Forschung zur Drahtlichtbogen-Auftragsfertigung (WAAM). WAAM-Prozesse stehen vor besonderen Herausforderungen – Schwankungen der Lichtbogenstabilität, Wärmestau und gerichtete Erstarrungseffekte. Maschinelles Lernen begegnet diesen Problemen nun durch Multisensorfusionsstrategien, die Schallemissionsüberwachung, Wärmebildkameras und Hochgeschwindigkeitsaufnahmen kombinieren.
Überwachte vs. unüberwachte Ansätze
Die meisten frühen ML-Arbeiten in der additiven Fertigung basierten auf überwachtem Lernen. Dabei wurden Tausende von Bildern als “defekt” oder “gut” gekennzeichnet, ein Klassifikator trainiert und dieser eingesetzt.
Die Einschränkung? Die Kennzeichnung erfordert Fachwissen und einen enormen Zeitaufwand. Für jedes neue Material oder jede neue Prozessvariante muss die Kennzeichnung von Neuem begonnen werden.
Aktuelle Forschung konzentriert sich zunehmend auf unüberwachte und semi-überwachte Verfahren. Diese Ansätze lernen anhand ungelabelter Daten, was “normal” aussieht, und kennzeichnen anschließend alle Abweichungen. Eine im Mai 2025 veröffentlichte Studie (The International Journal of Advanced Manufacturing Technology, Band 138, 27. Mai 2025) analysierte unüberwachte und semi-überwachte Verfahren zur Erkennung von Druckfehlern beim L-PBF-Druck von Bauteilen aus der Legierung Ti-6Al-4V.
Dies ist von Bedeutung, da additive Fertigungsverfahren Sensordaten in atemberaubendem Tempo erzeugen. Hochgeschwindigkeitskameras erfassen jede Schicht mit 50 bis 100 Bildern pro Sekunde. Wärmesensoren protokollieren die Temperaturverteilung auf der Bauplattform. All diese Daten enthalten wertvolle Informationen – doch eine manuelle Beschriftung ist in diesem Umfang unmöglich.
Prozessoptimierung und Parameterauswahl
Dutzende Parameter beeinflussen die Qualität von AM-Bauteilen. Laserleistung, Scangeschwindigkeit, Linienabstand, Schichtdicke, Baukammeratmosphäre, Pulvereigenschaften – die Liste ließe sich fortsetzen.
Traditionelle Ansätze testen Parameter systematisch. Versuchsplanung, Response-Surface-Methodik, Versuch und Irrtum. Diese Methoden funktionieren, sind aber langsam und teuer.
Maschinelles Lernen beschleunigt diesen Prozess erheblich, indem es die Zusammenhänge zwischen Parametern und Ergebnissen aus vorhandenen Fertigungsdaten lernt. Neuronale Netze können mechanische Eigenschaften wie Elastizität und Steifigkeit anhand von Prozessparametern vorhersagen und ermöglichen so virtuelle Tests von Parametersätzen, bevor die physische Fertigung beginnt.
Die National Science Foundation hat in die Weiterentwicklung dieser Fähigkeiten durch Programme investiert, die sich auf Materialdesign und KI-gestützte Ansätze konzentrieren. Obwohl ein Großteil dieser Arbeit auf Proteindesign und Materialforschung im Allgemeinen abzielt, lassen sich die Methoden direkt auf die Optimierung von AM-Prozessen übertragen.
Hier wird es interessant: Physikbasiertes maschinelles Lernen kombiniert datengetriebene Modelle mit physikalischen Randbedingungen aus Metallurgie, Thermodynamik und Mechanik. Anstatt den AM-Prozess als Blackbox zu behandeln, integrieren diese Hybridmodelle Fachwissen über Wärmeübertragung, Erstarrung und Eigenspannungen.
Das Ergebnis? Modelle, die sich besser auf neue Bedingungen übertragen lassen und weniger Trainingsdaten benötigen.
Forschungen zur Reduzierung von Rissen in schwer zu druckenden Legierungen belegen dies. Durch die Integration von Berechnungen des thermischen Gradienten in das ML-Modell erzielten Forscher signifikante Reduzierungen der Heißrissbildung durch optimierte Scanmuster und Leistungsmodulation – Ergebnisse, die mit rein datengetriebenen Ansätzen nicht erreicht wurden.
Mehrzieloptimierung
Die Optimierung additiver Fertigungsprozesse verfolgt selten nur ein einziges Ziel. Dabei geht es beispielsweise darum, die Baugeschwindigkeit zu maximieren und gleichzeitig die Porosität zu minimieren. Ebenso wichtig ist es, die Festigkeit zu optimieren und gleichzeitig die Oberflächenrauheit zu kontrollieren. Schließlich gilt es, den Energieverbrauch zu senken, ohne die Bauteildichte zu beeinträchtigen.
Maschinelles Lernen bewältigt die Mehrzieloptimierung mithilfe von Ansätzen wie genetischen Algorithmen in Kombination mit neuronalen Netzmodellen. Das neuronale Netz lernt, mehrere Qualitätsmetriken gleichzeitig vorherzusagen. Der genetische Algorithmus durchsucht den Parameterraum nach Pareto-optimalen Lösungen – Parametersätzen, bei denen die Verbesserung eines Ziels die Beeinträchtigung eines anderen erfordert.
Diese Fähigkeit hat sich insbesondere für funktionsgradierte Werkstoffe (FGM) als wertvoll erwiesen, bei denen Zusammensetzung und Eigenschaften innerhalb eines einzelnen Bauteils gezielt variieren. In der Forschung wurden Bauteile aus funktionsgradierten Werkstoffen hergestellt, die von reinem Titan bis zu reinem Niob mit Zwischenmischungen (100%Ti, 58%Ti-42%Nb, 37%Ti-63%Nb und 100%Nb) reichten, wobei ML-Verfahren die Materialzusammensetzung optimierten.
| Optimierungsziel | ML-Ansatz | Wichtige Parameter | Ergebniskennzahlen |
|---|---|---|---|
| Minimieren Sie die Porosität | Neuronale Netze | Laserleistung, Scangeschwindigkeit, Linienabstand | Dichte, Porenanteil |
| Maximierung der Baurate | Bestärkendes Lernen | Schichtdicke, Scanstrategie | Zeit pro Teil, Qualitätsbewertung |
| Mikrostruktur kontrollieren | Physikbasiertes maschinelles Lernen | Thermische Gradienten, Abkühlungsraten | Korngröße, Phasenzusammensetzung |
| Reduzierung der Restspannung | Hybridmodelle | Scanmuster, Vorheizen | Spannungsverteilung, Verzerrung |
Materialcharakterisierung und Eigenschaftsvorhersage
Mechanische Prüfungen sind zeitaufwendig und zerstören die Proben. Zugversuche, Dauerfestigkeitsprüfungen, Härtemessungen – allesamt notwendig für die Qualifizierung, aber auch ressourcenintensiv.
Maschinelles Lernen bietet einen komplementären Ansatz: die Vorhersage von Eigenschaften anhand von Prozessdaten und zerstörungsfreien Messungen.
Anhand vorheriger Konstruktionen trainierte Modelle lernen die Zusammenhänge zwischen thermischer Vorgeschichte, Mikrostruktur und mechanischen Eigenschaften. Nach dem Training können diese Modelle Streckgrenze, Zugfestigkeit, Dehnung und andere Eigenschaften ohne physikalische Tests abschätzen.
Die Genauigkeit hängt maßgeblich von der Merkmalsentwicklung ab. Rohsensordaten – Tausende von Temperaturmesswerten pro Schicht – müssen in aussagekräftige Merkmale umgewandelt werden. Maximaler Temperaturgradient. Abkühlungsrate. Zeit oberhalb der Liquidustemperatur. Wiedererwärmungszyklen aus nachfolgenden Schichten.
Domänenexpertise ist hier entscheidend. Die leistungsstärksten Modelle kombinieren datengetriebenes Merkmalslernen (wie z. B. Convolutional Neural Networks, die Muster aus Wärmebildern extrahieren) mit speziell entwickelten Merkmalen, die auf materialwissenschaftlichen Prinzipien basieren.
Bei funktionsgraduierten Werkstoffen ist dies noch wichtiger. Da die Eigenschaften innerhalb des Bauteils räumlich variieren, müssen Vorhersagen die lokale Zusammensetzung und die Verarbeitungsbedingungen berücksichtigen. Untersuchungen in diesem Bereich haben gezeigt, dass künstliche neuronale Netze Elastizitäts- und Steifigkeitsvariationen in FGM-Bauteilen erfolgreich vorhersagen können, wenn sie mit Zusammensetzungsprofilen und thermischen Daten trainiert werden.
Transferlernen für neue Materialien
Das Trainieren von ML-Modellen von Grund auf für jede neue Legierung oder jedes neue Polymer wäre kontraproduktiv. Transferlernen löst dieses Problem, indem es auf das Wissen bestehender Modelle zurückgreift.
Ein anhand von Ti-6Al-4V-Bauteilen trainiertes Modell enthält erlernte Repräsentationen von Wärmemustern, Erstarrungsverhalten und Defektsignaturen. Bei der Anpassung an eine neue Titanlegierung lässt sich ein Großteil dieses Wissens übertragen. Lediglich die letzten Schichten des neuronalen Netzes müssen für das neue Material neu trainiert werden.
Die Forschung zum Transferlernen bei der fraktographischen Erkennung hat gezeigt, dass sich Modelle mit reduziertem Nachschulungsaufwand auf verwandte Legierungen übertragen lassen.
Die Methode entfaltet ihre besondere Stärke in Kombination mit physikalisch fundierten Modellen. Physikalische Prinzipien – Wärmeleitungsgleichungen, Erstarrungskinetik, Spannungs-Dehnungs-Beziehungen – bleiben materialübergreifend konstant. Lediglich die materialspezifischen Konstanten ändern sich.
Echtzeit-Prozesssteuerung und geschlossene Regelkreise
Die Erkennung von Fehlern ist weniger wichtig, wenn keine Möglichkeit zur Reaktion besteht. Die Zukunft des maschinellen Lernens in der additiven Fertigung liegt in der Regelungstechnik – Systemen, die Prozessparameter in Echtzeit auf Basis von Sensordaten und Modellvorhersagen anpassen.
Eine Implementierung überwacht die Geometrie des Schmelzbades während des Laser-Pulverbett-Schmelzens. Kameras erfassen das Schmelzbad hinter dem Laser. Ein Convolutional Neural Network analysiert Größe und Form. Wird das Schmelzbad zu groß oder zu klein, passt das System die Laserleistung oder die Scangeschwindigkeit in der Mitte der Schicht an.
Der Regelkreis arbeitet im Millisekundenbereich. Herkömmliche Regelungsverfahren können auf die nichtlinearen, sich rasch ändernden thermischen Bedingungen in der additiven Fertigung nicht so schnell reagieren. Neuronale Netze hingegen führen nach dem Training Vorhersagen in Mikrosekunden durch.
Reinforcement Learning bietet einen weiteren Ansatz für die Regelung geschlossener Regelkreise. Im Gegensatz zum überwachten Lernen (Kennzeichnung von Ergebnissen als gut/schlecht) optimiert Reinforcement Learning eine Belohnungsfunktion. Diese Belohnung kann beispielsweise die Produktionsrate, den Energieverbrauch und Qualitätsmetriken kombinieren. Der RL-Agent erlernt eine Regelungsstrategie, die die langfristige Belohnung maximiert, indem er verschiedene Parameteranpassungen ausprobiert.
Dieser Ansatz hat sich für die Optimierung von Scanpfaden als vielversprechend erwiesen. Standard-Rastermuster sind zwar einfach, aber suboptimal. RL-Agenten haben Scanstrategien entdeckt, die thermische Gradienten und Eigenspannungen reduzieren – Muster, die menschliche Ingenieure intuitiv nicht entwerfen würden.
Die Herausforderung? Reinforcement Learning erfordert typischerweise Tausende von Trainingsdurchläufen. Tausende reale AM-Fertigungsprozesse durchzuführen, wäre extrem kostspielig. Forscher begegnen diesem Problem mit Simulationen – sie trainieren in einer physikbasierten virtuellen Umgebung und übertragen die Ergebnisse anschließend auf reale Hardware. Die Kluft zwischen Simulation und Realität ist weiterhin ein aktives Forschungsgebiet.

ML in der additiven Fertigung mit überlegener KI anwenden
Additive Fertigungsumgebungen erzeugen einen ständigen Strom von Maschinen-, Sensor- und Produktionsdaten, die manuell nur schwer auszuwerten sind. AI Superior Sie arbeiten mit Unternehmen und Forschungsteams zusammen, die maschinelles Lernen für Prozessanalysen, Qualitätskontrollen oder Produktionsoptimierungen in 3D-Druck-Workflows einsetzen möchten. Ihre Expertise umfasst KI-Beratung, Data Science, Entwicklung von maschinellem Lernen, Erstellung von Machbarkeitsstudien und KI-Softwareentwicklung.
AI Superior kann Initiativen zur additiven Fertigung unterstützen durch:
- Analyse von Produktions- und Ausrüstungsdatensätzen
- Entwicklung von ML-Prototypen zur Prozessevaluierung
- Erkennung von Produktionsunregelmäßigkeiten und Druckfehlern
- Vorhersagemodellierung des Geräteverhaltens und der Ausgabequalität
- Integrationsplanung für Fertigungssoftwareumgebungen
- Validierung und Test von ML-Modellen vor der Bereitstellung
Für die additive Fertigung kann dies relevant sein für die Drucküberwachung, die Parameteroptimierung, die vorausschauende Wartung und die automatisierte Qualitätsanalyse.
👉Sprechen Sie mit KI Superior über das Produktionsumfeld und die Projektziele.
Herausforderungen und Beschränkungen
Maschinelles Lernen in der additiven Fertigung ist noch kein gelöstes Problem. Es bestehen weiterhin mehrere grundlegende Herausforderungen:
- Datenknappheit und -qualität: Obwohl die additive Fertigung enorme Mengen an Sensordaten erzeugt, sind geeignete Datensätze für das Training weiterhin begrenzt. Jede neue Maschinenkonfiguration, jedes Material und jede Bauteilgeometrie stellt eine andere Domäne dar. Zwar existieren öffentliche Datensätze, diese weisen jedoch oft nicht die für eine robuste Modellentwicklung erforderlichen Details oder die nötige Vielfalt auf.
- Interpretierbarkeit und Vertrauen: Neuronale Netze sind Blackboxes. Wenn ein Modell einen Fehler vorhersagt, ist das Verständnis der Ursache sowohl für die Fehlersuche als auch für die behördliche Zulassung entscheidend. Techniken wie Aufmerksamkeitsmechanismen und Saliency Maps sind hilfreich, aber die Qualifizierung additiver Fertigung für kritische Anwendungen (Luft- und Raumfahrt, medizinische Implantate) erfordert nachvollziehbare Entscheidungsfindung.
Das NIST-Programm „Measurement Science for Additive Manufacturing“ befasst sich mit Herausforderungen wie Prozessvariabilität, Teilegenauigkeit und Materialkonsistenz. Zugehörige Initiativen wie das Projekt „Data Driven Decision Support for Additive Manufacturing“ konzentrieren sich auf Kennzahlen und Best Practices für eine fundierte Entscheidungsfindung.
- Generalisierung über verschiedene Maschinen hinweg: Ein auf einer AM-Maschine trainiertes ML-Modell liefert auf einer anderen oft schlechte Ergebnisse, selbst bei gleichen Material- und Prozessparametern. Maschinenspezifische Unterschiede in Optik, Pulverzufuhr und thermischen Eigenschaften führen zu einer Verschiebung des Modellbereichs. Transferlernen ist hilfreich, doch für wirklich maschinenunabhängige Modelle sind standardisierte Datenerfassungs- und Kalibrierungsprotokolle erforderlich.
- Rechenanforderungen: Die Echtzeit-ML-Inferenz muss auf eingebetteter Hardware im AM-Steuerungssystem ausgeführt werden. Große Deep-Learning-Modelle erzielen zwar die beste Offline-Genauigkeit, überschreiten aber die Rechenkapazität für den Online-Einsatz. Modellkomprimierung, Quantisierung und Edge-optimierte Architekturen beheben dieses Problem, jedoch mit Leistungseinbußen verbunden.
- Integration in bestehende Arbeitsabläufe: Die meisten AM-Fertigungsanlagen arbeiten mit etablierten CAD-basierten Fertigungsabläufen. Die Nachrüstung dieser Arbeitsabläufe mit ML-basierter Überwachung und Steuerung – insbesondere bei älteren Anlagen – stellt sowohl technische als auch organisatorische Herausforderungen dar. Standardisierte Schnittstellen und modulare Softwarearchitekturen können die Integration erleichtern.
Zukünftige Richtungen und neue Forschungsergebnisse
Mehrere vielversprechende Forschungsrichtungen erweitern die Fähigkeiten des maschinellen Lernens in der additiven Fertigung:
- Physikbasierte neuronale Netze (PINNs) stellen einen wichtigen Trend dar. Diese Architekturen integrieren partielle Differentialgleichungen, die Wärmetransport, Strömungsmechanik und Festkörpermechanik beschreiben, direkt in die Netzwerkstruktur. Das Modell muss sowohl die Trainingsdaten als auch die physikalischen Gesetze erfüllen. Erste Ergebnisse zeigen eine verbesserte Generalisierung und einen geringeren Datenbedarf im Vergleich zu reinen Black-Box-Ansätzen.
- Generatives Design in Kombination mit ML-Optimierung eröffnet neue Möglichkeiten für die Bauteilkonstruktion in der additiven Fertigung. Generative Adversarial Networks (GANs) und Variational Autoencoder können umfangreiche Designräume erkunden und Geometrien vorschlagen, die für die Randbedingungen der additiven Fertigung – Überhangwinkel, Anforderungen an die Stützstruktur, Risiken thermischer Verformung – optimiert sind und die herkömmliche CAD-Ansätze nicht berücksichtigen würden.
- Multi-Fidelity-Modellierung kombiniert schnelle Simulationen mit geringer Genauigkeit mit aufwändigen physikalischen Modellen hoher Genauigkeit und experimentellen Daten. Maschinelles Lernen (ML) fungiert als Fusionsschicht und lernt, wann welche Informationsquelle zuverlässig ist und wie sie optimal kombiniert werden können. Dies beschleunigt den Feedback-Kreislauf zwischen Simulation, ML-Vorhersage und experimenteller Validierung.
- In-situ-Legierung und funktionsgradierte Werkstoffe erweitern die Möglichkeiten der additiven Fertigung. Maschinelles Lernen ermöglicht die Echtzeit-Kontrolle der Zusammensetzung durch die Vorhersage des Mischverhaltens verschiedener Pulverrohstoffe. Die Investitionen der NSF in die Werkstoffentwicklung durch Programme wie „Designing Materials to Revolutionize and Engineer our Future“ (DMREF) haben Methoden hervorgebracht, die für die additive Fertigung anwendbar sind, darunter auch Ansätze, die maschinelles Lernen mit additiver Fertigung kombinieren.
- Standardisierung und Datenaustausch gewinnen an Bedeutung. Normungsorganisationen und das NIST arbeiten an der Entwicklung von Messtechnik und Datenrahmen für die additive Fertigung. Das NIST veröffentlicht Publikationen und Forschungsergebnisse zur Messtechnik in der additiven Fertigung.
Implementierungsüberlegungen für AM-Anlagen
Organisationen, die maschinelles Lernen in ihre AM-Prozesse integrieren möchten, stehen vor praktischen Entscheidungen hinsichtlich des Einstiegs und der Skalierung:
- Beginnen Sie mit hochwertigen, risikoarmen Anwendungen: Die nachträgliche Qualitätsprognose auf Basis von Prozessprotokollen bietet Mehrwert, ohne dass eine Echtzeit-Systemintegration erforderlich ist. Die Analyse abgeschlossener Bauteile zur Vorhersage mechanischer Eigenschaften oder der Wahrscheinlichkeit versteckter Mängel kann Inspektionsstrategien optimieren und Testkosten senken.
- Investieren Sie zuerst in die Dateninfrastruktur: Maschinelles Lernen benötigt konsistente und gut strukturierte Daten. Sensorkalibrierung, synchronisierte Zeitstempel, Metadaten zu Materialien und Parametern – diese Grundlagen ermöglichen zukünftige Anwendungen. Viele Einrichtungen erfassen Daten, können diese aber Monate später nicht ohne Weiteres abrufen oder analysieren.
- Interne Expertise schrittweise aufbauen: Effektives maschinelles Lernen in der additiven Fertigung erfordert sowohl datenwissenschaftliche Kompetenzen als auch fundiertes Fachwissen über den jeweiligen Fertigungsprozess. Diskussionen in der Fachwelt legen nahe, zunächst Partnerschaften einzugehen – beispielsweise mit universitären Forschungsgruppen, Geräteherstellern mit Programmen für maschinelles Lernen oder Beratern – und gleichzeitig interne Kapazitäten durch Schulungen und Neueinstellungen aufzubauen.
- Vor der Bereitstellung gründlich prüfen: ML-Modelle, die auf derselben Maschine oder demselben Material trainiert und getestet wurden, können beeindruckende Kennzahlen aufweisen, die sich in der Produktion jedoch nicht bewähren. Sammeln Sie Testdaten aus verschiedenen Zeiträumen, von verschiedenen Bedienern oder aus verschiedenen Pulverchargen. Testen Sie anhand von Grenzfällen und absichtlich herbeigeführten Fehlern.
- Plan für die Modellwartung: AM-Prozesse unterliegen mit der Zeit Abweichungen. Laseroptiken verschleißen, Pulvereigenschaften verändern sich zwischen Chargen, und der Verschleiß der Anlagen beeinflusst die Temperaturprofile. Modelle, die mit den Ausgangsdaten trainiert wurden, verschlechtern sich, wenn sie nicht regelmäßig neu trainiert oder aktualisiert werden. Es sollten Prozesse etabliert werden, um die Modellleistung zu überwachen und ein erneutes Training auszulösen.
Brancheneinführung und Fallstudien
Während die konkreten Implementierungen der Anbieter oft firmeneigen bleiben, zeichnen sich branchenübergreifend Muster für die Einführung von ML in AM ab.
Die Luft- und Raumfahrtindustrie hat die Einführung dieser Technologie maßgeblich vorangetrieben, bedingt durch strenge Qualitätsanforderungen und hohe Bauteilwerte. Prozessüberwachung in Kombination mit maschinellem Lernen zur Fehlererkennung reduziert das Risiko, teure Fertigungsprozesse in der Endphase zu verwerfen. Einige Betriebe berichten, dass die automatisierte Anomalieerkennung Probleme aufdeckt, die den Bedienern visuell entgehen, insbesondere bei mehrtägigen Fertigungen, bei denen die Konzentrationsfähigkeit nachlässt.
Hersteller von Medizinprodukten setzen maschinelles Lernen zur Vorhersage von Materialeigenschaften ein, um den Aufwand für mechanische Prüfungen während der Designiterationen zu reduzieren. Die Möglichkeit, Dutzende von Designvarianten und Prozessparameterkombinationen virtuell zu testen, beschleunigt die Entwicklung und senkt gleichzeitig die Kosten.
Anwendungen in der Automobilindustrie konzentrieren sich auf die Prozessoptimierung für die Serienfertigung. Selbst kleine Verbesserungen der Fertigungsrate oder der Materialausnutzung wirken sich bei der Produktion von Tausenden von Teilen signifikant aus. ML-optimierte Scanstrategien und adaptive Parametersteuerung tragen zu diesen Verbesserungen bei.
Der gemeinsame Nenner? Erfolg korreliert mit klaren Nutzenversprechen und der Integration in bestehende Qualitätsmanagementsysteme. Maschinelles Lernen ergänzt menschliches Fachwissen und etablierte Verfahren, anstatt sie zu ersetzen.
Häufig gestellte Fragen
Welche Arten von maschinellem Lernen werden am häufigsten in der additiven Fertigung eingesetzt?
Überwachte Lernverfahren wie Support Vector Machines, Random Forests und tiefe neuronale Netze dominieren Anwendungen zur Fehlererkennung. Convolutional Neural Networks eignen sich hervorragend zur Analyse von Bild- und Wärmebilddaten aus der Prozessüberwachung. Unüberwachte Verfahren wie Autoencoder und Clustering-Algorithmen gewinnen zunehmend an Bedeutung für die Anomalieerkennung mit begrenzten annotierten Daten. Reinforcement Learning ist vielversprechend für die Prozesssteuerung, befindet sich aber noch weitgehend im Forschungsstadium.
Wie genau sind ML-Modelle bei der Erkennung von Fehlern in AM-Bauteilen?
Die Genauigkeit variiert erheblich je nach Defekttyp, Messmethode und Modellarchitektur. Jüngste Forschungsergebnisse zeigen, dass Autoencoder-Modelle mit 3D-Scandaten eine Klassifizierungsgenauigkeit von 99,11 TP3T für Oberflächenfehler erreichen. Deep-Learning-Netzwerke erzielen eine Genauigkeit von 96,801 TP3T bei der Erkennung von Spritzern und Delaminationen in thermografischen Bildern. Support-Vector-Maschinen erreichten eine Genauigkeit von etwa 801 TP3T für die schichtweise Bildklassifizierung, während die Ausgangswerte bzw. die Ergebnisse unter verschiedenen Studienbedingungen deutlich höher lagen (z. B. um 741 TP3T). Die Leistungsfähigkeit hängt stark von der Datenqualität und dem jeweiligen Defekt ab.
Können auf einer AM-Maschine trainierte Modelle des maschinellen Lernens auch auf anderen Maschinen funktionieren?
Direkte Übertragungen sind aufgrund von Unterschieden zwischen einzelnen Maschinen in Optik, thermischen Eigenschaften und Sensorkonfigurationen typischerweise wenig zielführend. Transferlernverfahren begegnen diesem Problem, indem sie Modelle mit begrenzten Trainingsdaten an neue Maschinen anpassen. Physikbasierte Modelle, die grundlegende Prozessphysik berücksichtigen, generalisieren besser als reine Black-Box-Ansätze. Um maschinenunabhängige Modelle zu entwickeln, sind standardisierte Datenerfassungsprotokolle und Kalibrierungsverfahren erforderlich, die derzeit von Normungsorganisationen erarbeitet werden.
Was sind die größten Herausforderungen, die die Einführung von ML in der additiven Fertigung einschränken?
Datenknappheit bleibt ein Haupthindernis – trotz hoher Datenmengen sind die für das Training verwendeten, annotierten Datensätze begrenzt und domänenspezifisch. Bedenken hinsichtlich der Modellinterpretierbarkeit beeinträchtigen die regulatorische Akzeptanz in kritischen Anwendungen. Die Rechenanforderungen für Echtzeit-Inferenz erschweren den Einsatz eingebetteter Systeme. Die Integration in bestehende CAD-zu-Bau-Workflows stellt sowohl technische als auch organisatorische Herausforderungen dar. Schwierigkeiten bei der Generalisierung zwischen Maschinen bedeuten, dass Modelle häufig standortspezifisch trainiert werden müssen. Auch die Kosten-Nutzen-Analyse spielt eine Rolle, insbesondere für kleinere Betriebe.
Wie unterscheidet sich physikbasiertes maschinelles Lernen von traditionellem maschinellem Lernen in der additiven Fertigung?
Physikbasiertes maschinelles Lernen integriert Fachwissen – Wärmetransportgleichungen, Erstarrungskinetik, mechanische Prinzipien – direkt in Modellarchitekturen oder Trainingsziele. Traditionelles maschinelles Lernen behandelt den Prozess als Blackbox und lernt ausschließlich aus Eingangs- und Ausgangsdaten. Physikbasierte Ansätze benötigen weniger Trainingsdaten, generalisieren besser auf unbekannte Bedingungen und liefern besser interpretierbare Vorhersagen. Der Nachteil besteht in einer höheren Modellkomplexität und dem Bedarf an präzisen physikalischen Modellen. Hybride Ansätze, die beide Strategien kombinieren, liefern oft die besten Ergebnisse.
Welche Dateninfrastruktur wird benötigt, um maschinelles Lernen für die additive Fertigung zu implementieren?
Für eine effektive Implementierung sind die synchronisierte Datenerfassung mit mehreren Sensoren (Wärmebildkameras, Hochgeschwindigkeitsaufnahmen, akustische Überwachung), die konsistente Protokollierung von Metadaten (Materialien, Parameter, Maschinenzustand), kalibrierte und zeitgestempelte Messungen sowie Speichersysteme erforderlich, die die Datenorganisation und -zugänglichkeit gewährleisten. Die Daten sollten Prozessprotokolle mit den Ergebnissen der Charakterisierung nach der Fertigung verknüpfen. Standardisierte Formate erleichtern die Modellentwicklung und -weitergabe. Cloud- oder Hochleistungsrechner unterstützen das Training komplexer Modelle. Die Versionskontrolle für Daten und trainierte Modelle ermöglicht die Reproduzierbarkeit.
Kann maschinelles Lernen mechanische Eigenschaften ohne zerstörende Prüfungen vorhersagen?
Ja, mit geeigneten Trainingsdaten und Feature Engineering. Die Modelle lernen Korrelationen zwischen thermischer Vorgeschichte, Mikrostrukturindikatoren und mechanischen Eigenschaften anhand von Bauteilen, für die sowohl Sensordaten als auch Testergebnisse vorliegen. Nach dem Training schätzen sie Eigenschaften wie Streckgrenze, Zugfestigkeit und Bruchdehnung allein aus den Prozessdaten. Die Genauigkeit hängt von der vorherzusagenden Eigenschaft und der Fülle der Eingangsdaten ab. Aktuelle Modelle ergänzen physikalische Prüfungen, anstatt sie zu ersetzen, insbesondere für Zertifizierungs- und Validierungszwecke.
Schlussfolgerung
Maschinelles Lernen verändert grundlegend, wie additive Fertigung Qualität, Effizienz und Leistungsfähigkeit erreicht.
Die Zahlen erzählen einen Teil der Geschichte – 99%-Fehlererkennungsgenauigkeit, 80%-Verbesserungen in der Klassifizierungsleistung, Echtzeitsteuerung im Millisekundenbereich. Doch die tiefere Bedeutung liegt im Wandel von reaktiver zu prädiktiver Fertigung.
Statt Fehler erst nach Abschluss der Fertigung zu entdecken, ermöglicht maschinelles Lernen die Erkennung und Korrektur während des Produktionsprozesses. Anstelle aufwendiger Parameterentwicklung durch Versuch und Irrtum prognostizieren Modelle optimale Einstellungen auf Basis vorhandenen Wissens. Anstatt jedes Bauteil zerstörend zu prüfen, optimiert die Vorhersage von Eigenschaften anhand von Prozessdaten die Qualifizierung.
Es bestehen weiterhin Herausforderungen. Datenknappheit, Probleme mit der Interpretierbarkeit und Schwierigkeiten bei der Generalisierung erfordern fortlaufende Forschung und Entwicklung. Die Integration von ML in etablierte AM-Workflows erfordert sowohl technische Lösungen als auch organisatorische Veränderungen.
Doch die Entwicklung ist eindeutig. Physikbasierte Modelle, die datengetriebenes Lernen mit Fachwissen kombinieren, verbessern die Generalisierung und reduzieren den Trainingsaufwand. Transferlernverfahren beschleunigen die Anwendung auf neue Materialien und Maschinen. Standardisierungsbemühungen von NIST, IEEE und internationalen Organisationen schaffen die notwendigen Messtechnik- und Datenrahmen für eine breite Anwendung.
Für AM-Anlagen und -Forscher stellt sich nicht die Frage, ob maschinelles Lernen erforscht werden soll, sondern wie dies strategisch umgesetzt werden kann. Beginnen Sie mit hochwertigen Anwendungen, für die bereits eine Dateninfrastruktur vorhanden ist oder schrittweise aufgebaut werden kann. Bauen Sie Expertise durch Partnerschaften auf und entwickeln Sie gleichzeitig interne Kapazitäten. Validieren Sie Ihre Modelle sorgfältig und planen Sie die kontinuierliche Modellpflege ein, um die sich weiterentwickelnden Prozesse zu unterstützen.
Die Konvergenz von additiver Fertigung und maschinellem Lernen stellt mehr als nur inkrementelle Verbesserungen dar. Sie ermöglicht völlig neue Fähigkeiten – komplexe, funktionsgradierte Werkstoffe, adaptive Echtzeit-Prozesssteuerung, prädiktive Qualifizierungsverfahren –, die mit traditionellen Methoden nicht realisierbar waren.
Sind Sie bereit, maschinelles Lernen in Ihre AM-Prozesse zu integrieren? Beginnen Sie mit der Bewertung Ihrer aktuellen Datenerfassungskapazitäten und identifizieren Sie eine wirkungsvolle Anwendung, bei der Prozessüberwachung und -prognose Kosten senken oder die Qualität verbessern können. Die Grundlage bildete die Basis für einen breiteren Einsatz, sobald Expertise und Infrastruktur ausgereift sind.